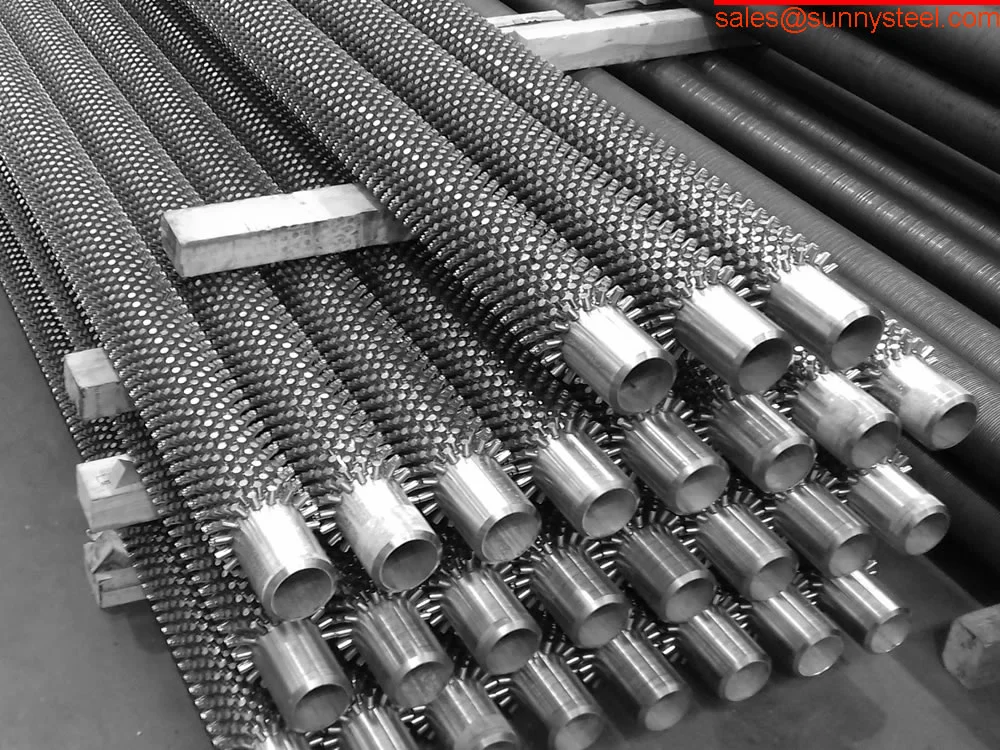
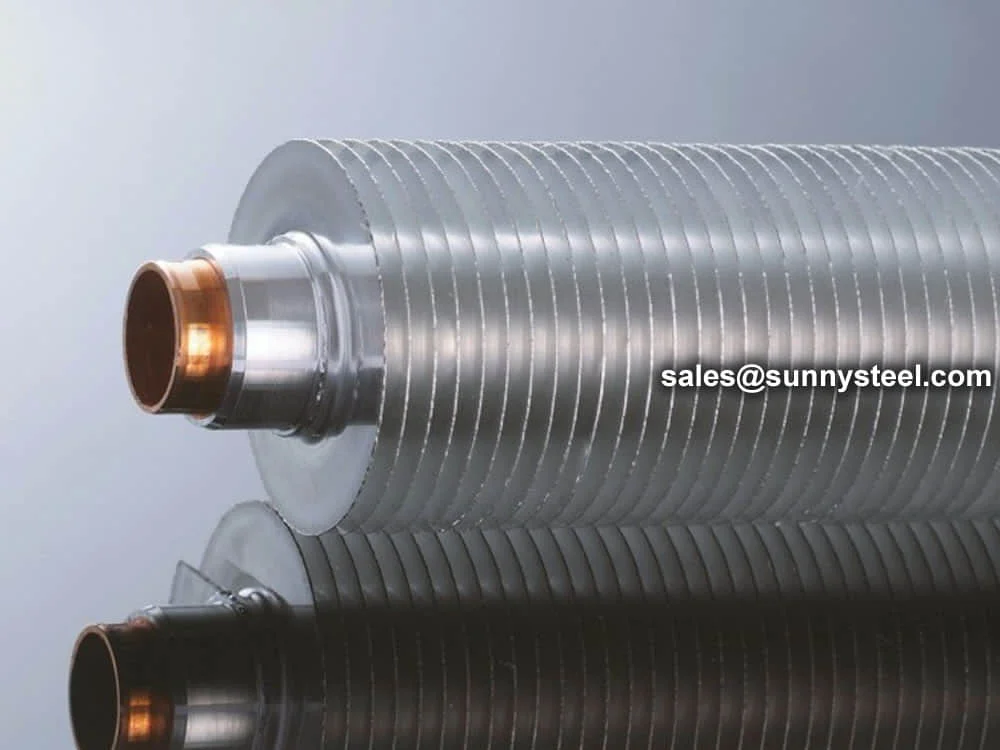
Stud Finned Tube, also known as nail head finned tube or studded tube, is a
specialized heat exchanger fin designed to maximize thermal transfer by welding
cylindrical or elliptical studs onto the surface of a base tube. Manufactured using resistance welding, these
studded tubes feature a square or hexagonal stud arrangement, ensuring high heat transfer
efficiency and self-cleaning properties. Conforming to standards like ASTM A335, A213, and API 661, Stud
Finned Tubes are widely used in petrochemical refineries, power plants, and boiler systems, providing
robust corrosion resistance and boiler pipeline protection in high-temperature
environments up to 1200°C.
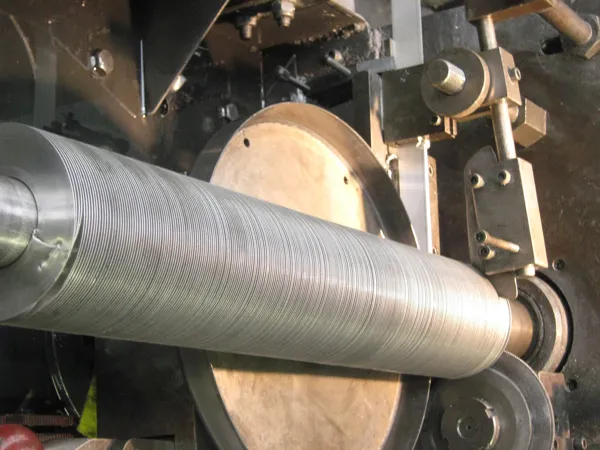
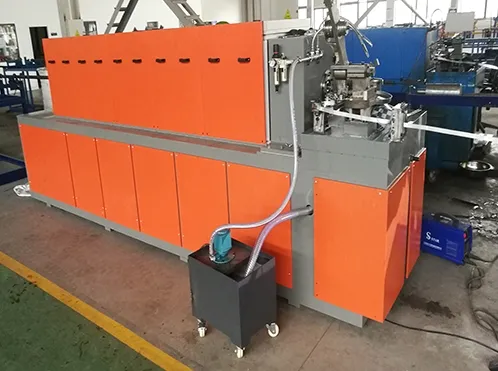
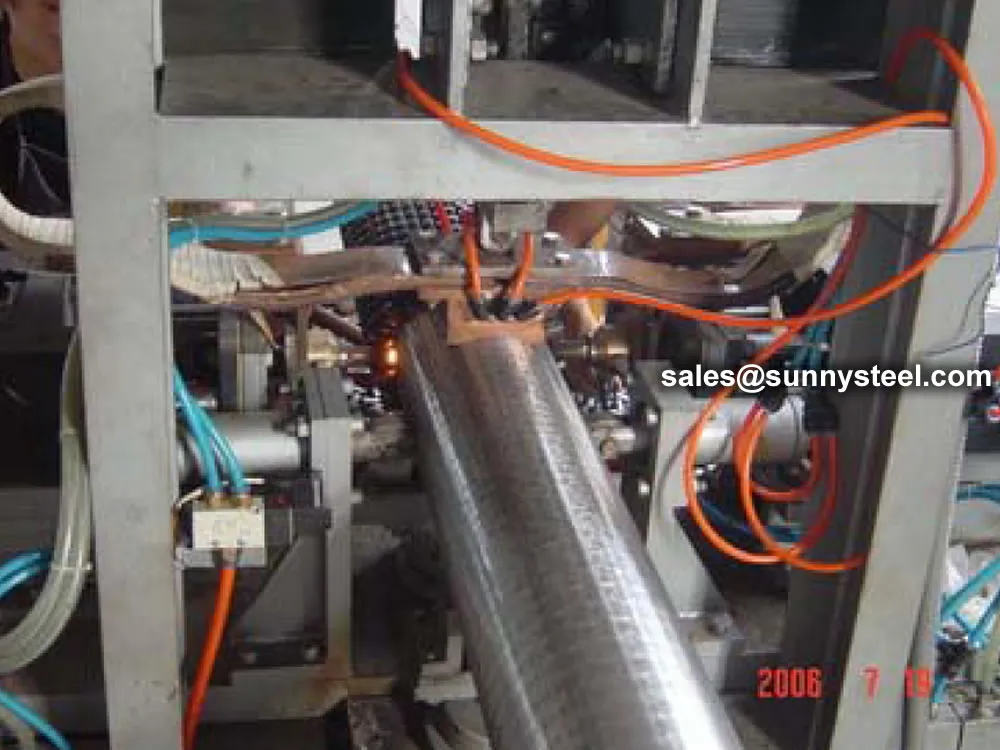
The production process involves welding studs onto seamless or welded base tubes using an automatic stud welding
machine, ensuring a strong mechanical bond. Base tube outer diameters range from 60mm to 200mm, with stud diameters
of 6mm to 16mm and stud heights of 10mm to 50mm. Tube lengths can reach up to 16 meters, with surface treatments
like varnishing, black coating, or 3LPE to enhance corrosion resistance. Materials for the base
tube include carbon steel (A179, A192), stainless steel (TP304, TP316), and alloy steel, while studs are typically
steel or aluminum. The studded design creates turbulent flow, reducing fouling and improving heat transfer
efficiency in air cooled exchangers and fired heaters.
Stud Finned Tubes undergo rigorous testing, including tensile, flattening, hardness, and
hydrostatic tests, to ensure compliance with ASTM A450/A450M and API 661 standards. The cantilever structure of the
studs vibrates under airflow, preventing soot accumulation, while the turbulent scouring of flue gas enhances heat
transfer efficiency by up to 8 times compared to plain tubes. These tubes are suitable for high-pressure (up to 15
MPa) and high-temperature applications, such as waste heat recovery, hydrogen coolers, and petrochemical furnaces.
Their robust construction withstands abrasive materials and corrosive fluids, making them ideal for harsh industrial
conditions.
Compared to other finned tubes like L-type or extruded fins, studded tubes offer superior heat
transfer in high-fouling environments due to their self-cleaning capability and robust stud attachment. They are
particularly effective in applications requiring resistance to hydrogen sulfide corrosion and thermal stress, such
as oil and gas pipelines and refinery furnaces. Available configurations include cylindrical or elliptical studs
with customizable spacing and angles to optimize heat transfer for specific project needs. The tubes can be
fabricated into complex shapes like elbows or reducers under ASTM A234 standards, ensuring compatibility with
intricate piping systems.
Addressing challenges like pipeline wear, fouling, and thermal inefficiency, Stud Finned Tubes
provide a reliable and efficient solution for thermal transfer tubes. Their high heat transfer
efficiency, combined with low maintenance needs, makes them a preferred choice for engineers seeking durable
boiler pipeline protection in extreme environments. Whether in fired heaters, air-cooled
condensers, or chemical processing systems, these tubes deliver unmatched performance, safety, and longevity.
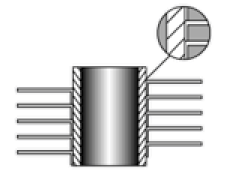
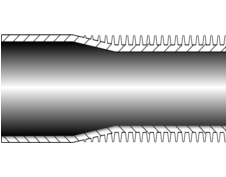
Stud Finned Tube, also known as nail head Finned Tube (also known as needle-shaped tube, nail-shaped ribbed tube),
adopts a square or hexagonal arrangement and is equally divided into cylindrical needles welded on the surface of
the heat exchange tube. The square or hexagonal reinforced heat exchange nail head tube is assembled and welded to
form a high-efficiency and energy-saving needle tube heat exchange tube group.
Because the Stud Finned Tube pin rib is a cantilever structure with a compact structure, under the impact of the
airflow, the pin rib vibrates, making it difficult for soot to accumulate; coupled with the strong turbulent
scouring of the flue gas, the Stud Finned Tube heat exchange The element has high heat transfer efficiency and
strong self-cleaning ability.
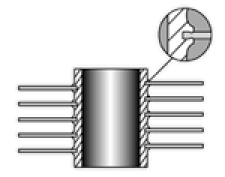
Studded tubes surface treatment and protection
A series of studs are welded onto the surface of the steel pipe using an automatic studded tube welding machine to
reinforce the heat exchange components. This process is characterized by two main features:
- Welding studs around the square circumference are evenly spaced.
- Welding studs around the hexagonal circumference are evenly spaced.
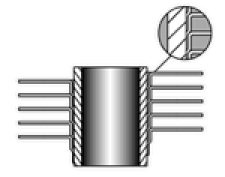
Compared to traditional studded tube manufacturing processes, square and hexagonal studded tubes enhance heat
exchange elements through one-time welding. This innovation eliminates the issue of welding studs falling off due to
stretching during tooling, resulting in a more secure weld and reduced risk of stud detachment. Various factors,
such as the diameter, length, longitudinal spacing, number, and angle of inclination of the welding studs, affect
the heat transfer of studded tubes and must be systematically considered for practical application.
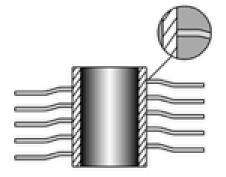
Square and hexagonal circumferential welding and stud-shaped tubes are arranged evenly to maximize the expansion
surface area, resulting in improved heat transfer coefficients. This design is particularly effective for enhancing
heat transfer in high-viscosity oil products, heavy oil, and similar mediums where the stud-shaped tubes disrupt
fluid flow, facilitating better heat exchange.
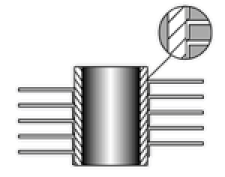
Studded tubes surface treatment and protection
A series of studs are welded onto the surface of the steel pipe using an automatic studded tube welding machine to
reinforce the heat exchange components. This process is characterized by two main features:
- Welding studs around the square circumference are evenly spaced.
- Welding studs around the hexagonal circumference are evenly spaced.
Compared to traditional studded tube manufacturing processes, square and hexagonal studded tubes enhance heat
exchange elements through one-time welding. This innovation eliminates the issue of welding studs falling off due to
stretching during tooling, resulting in a more secure weld and reduced risk of stud detachment. Various factors,
such as the diameter, length, longitudinal spacing, number, and angle of inclination of the welding studs, affect
the heat transfer of studded tubes and must be systematically considered for practical application.
Square and hexagonal circumferential welding and stud-shaped tubes are arranged evenly to maximize the expansion
surface area, resulting in improved heat transfer coefficients. This design is particularly effective for enhancing
heat transfer in high-viscosity oil products, heavy oil, and similar mediums where the stud-shaped tubes disrupt
fluid flow, facilitating better heat exchange.
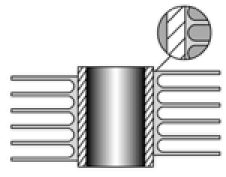
U-Bent Stud Finned Tube
U-bent Stud fin tubes are manufactured by Electrical Resistance Welding (ERW) of specially formed studs (round pins) arranged in rows around the tube. These studs can be supplied in a variety of sizes and shapes. Also known as pin fin tubes, they provide very high heat transfer efficiency—typically 2–3 times that of bare pipes. This significantly increases the surface heat transfer coefficient of flue gases to furnace tubes while reducing the amount of bare pipe required in industrial processes.
Our U-bend tubing is engineered to provide efficient coolant or fluid flow reversal at a 180-degree angle in confined spaces, ensuring optimal performance in compact systems.
- High Heat Transfer Efficiency: 2–3 times that of bare pipe
- Studs: Various sizes and shapes available
- Flow Reversal: Engineered for 180° bends in confined spaces
- Customization: Meets standard specifications and customer drawing requirements
- Application: Furnace tubes, heat exchangers, and other high-efficiency heat transfer systems
Technical Specifications of Studded Tubes
| Sr. No |
Particulars |
Range |
| 1 |
Base Tube Material |
Stainless Steel, Carbon Steel, Alloy Steel, Titanium, Copper, Duplex Stainless Steel, & Inconel etc. (all material in the theoretical limit) |
| 2 |
Base Tube Outside Diameter |
60 mm to 200 mm |
| 3 |
Base Tube Thickness |
3 mm to 12.70 mm (corrected spacing for consistency) |
| 4 |
Base Tube Length |
2000 mm (Min) to 15000 mm (Max) |
| 5 |
Stud Material |
Carbon Steel/Stainless Steel/Alloy Steel |
| 6 |
Stud Thickness |
6 mm to 16 mm |
| 7 |
Stud Density |
15.88 mm or 63 Studs Per Plate Per Meter (Can Be Customized to Clients Requirements) |
| 8 |
Stud Height |
12.7 mm to 63.5 mm |
| 9 |
Bare Ends |
As per Client Requirement |
Stud Finned Tubes is combined with two different materials
| Materials |
Grade |
| Carbon Steel Tubes |
A179, A192, SA210 Gr A1/C, A106 Gr B, A333 Gr3/Gr6/Gr8, A334 Gr3/Gr6/Gr8, 09CrCuSb, DIN 17175 St35.8/St45.8, EN 10216 P195/P235/P265, GB/T3087 Gr10/Gr20, GB/T5310 20G/20MnG |
| Alloy Steel Tubes |
A209 T1/T1a, A213 T2/T5/T9/T11/T12/T22/T91, A335 P2/P5/P9/P11/P12/P22/P91, EN 10216-2 13CrMo4-5/10CrMo9-10/15NiCuMoNb5-6-4 |
| Stainless Steel Tubes |
TP304/304L, TP316/TP316L, TP310/310S, TP347/TP347H |
| Copper Tubes |
UNS12200/UNS14200/UNS70600, CuNi70/30, CuNi 90/10 |
| Titanium Tubes |
B338 Gr 2 |
Note: The above grades are theoretical limits. The actual grades may vary depending on the
material and production process.
Delivery Conditions
- Tube ends are square cut and free of burrs
- Inside is dry and blown clean
- Extruded bimetallic tube ends coated with protective varnish
Acceptance Criteria
API Standard 661 (Air-Cooled Heat Exchangers for General Refinery Service) or Delivery
Conditions (TDC).
Features of Stud Finned Tubes
- Compact structure with strong self-cleaning ability
- High heat transfer efficiency under turbulent gas flow
- Rigid construction suitable for extreme temperature and pressure
- Reduced soot accumulation due to vibration of stud fins
- Manufactured by Electrical Resistance Welding (ERW)
- Strong mechanical bond ensures durability under stress
- Long service life even in demanding operating conditions
- High reliability in cleaning and maintenance operations