Precision Seamless Steel Tubes For Hydraulics
High-precision cold drawn seamless cylinder tubes for hydraulic and pneumatic applications.
Precision Seamless Steel Tubes For Hydraulics
High-precision cold drawn seamless cylinder tubes for hydraulic and pneumatic applications. en 10305-1 e355 +c grade with tight tolerances and smooth finish. sizes id 16-220 mm, wt 2-32 mm. ideal for construction, mining, and machinery.


High-precision cold drawn seamless steel tubes designed for hydraulic cylinders and pneumatic systems. Featuring EN 10305-1 E355 +C grade for superior strength, tight tolerances, and smooth surface finish. Essential for construction, agriculture, mining, material handling, and aerial platforms.
| Grade | C (% max) | Si (% max) | Mn (%) | P (% max) | S (% max) |
|---|---|---|---|---|---|
| ST52 (DIN 2391) | 0.22 | 0.55 | 1.60 | 0.025 | 0.015 |
| E355 (EN 10305-1) | 0.22 | 0.55 | 1.60 | 0.025 | 0.015 |
| ASTM A519 1026 | 0.22–0.28 | 0.15–0.35 | 0.60–0.90 | 0.040 | 0.050 |
| Grade | Tensile Strength (MPa min) | Yield Strength (MPa min) | Elongation (% min) |
|---|---|---|---|
| ST52 (DIN 2391) | 600 | 520 | 14 |
| E355 (EN 10305-1) | 580 | 450 | 15 |
| ASTM A519 1026 | 515 | 350 | 15 |
| Feature | Honed Tubes | Standard Tubes |
|---|---|---|
| Material Type | Carbon/Alloy Steel (ST52, E355) | Carbon Steel |
| Surface Finish | Ra ≤0.4 µm (Honed/SR-B) | Ra ≥1.0 µm |
| Tolerance | H7–H9 | H11 or lower |
| Tensile Strength (MPa) | 515–600 | 400–500 |
| Applications | Hydraulic/Pneumatic Cylinders | General Piping |
| Cost | Higher (precision processing) | Lower |
| Key Advantage | Precision bore, extended seal life | Cost-effective for non-precision uses |
| ID (mm) | TOLERANCE (mm) | |||
|---|---|---|---|---|
| H7 | H8 | H9 | H10 | |
| ≦30 | +0.021/0 | +0.033/0 | +0.052/0 | +0.084/0 |
| 30 – ≦50 | +0.025/0 | +0.039/0 | +0.062/0 | +0.100/0 |
| 50 – ≦80 | +0.030/0 | +0.046/0 | +0.074/0 | +0.120/0 |
| 80 – ≦120 | +0.035/0 | +0.054/0 | +0.087/0 | +0.140/0 |
| 120 – ≦180 | +0.040/0 | +0.063/0 | +0.100/0 | +0.160/0 |
| 180 – ≦250 | +0.046/0 | +0.072/0 | +0.115/0 | +0.185/0 |
| 250 – ≦315 | +0.052/0 | +0.081/0 | +0.130/0 | +0.210/0 |
| 315 – ≦700 | +0.057/0 | +0.089/0 | +0.140/0 | +0.230/0 |
This will provide long piston seal life and prevent failure of the cylinder. The tube material is selected on the basis of application & working pressure.
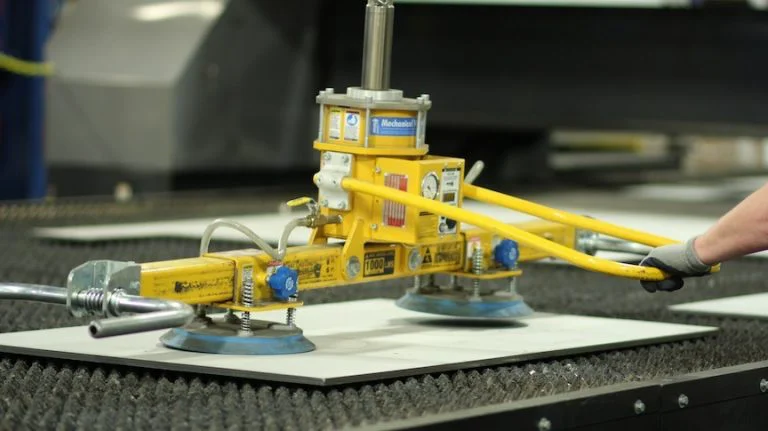
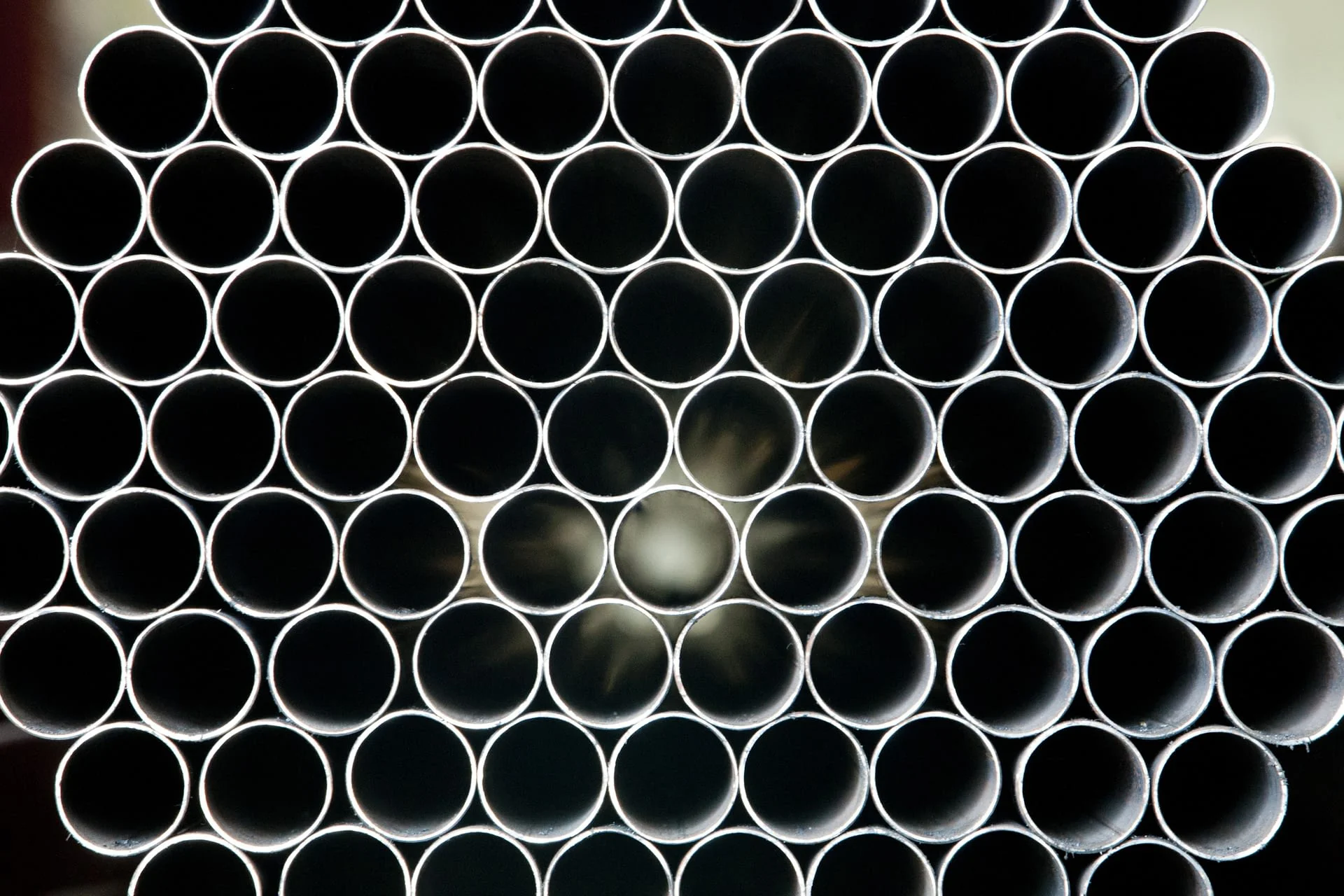
The seamless tube for hydraulic cylinders, obtained from high quality cold drawn tubes, available in a wide dimensional range.
Select round bars of suitable size that meet the required standards as raw material bars for processing.
Process the steel round bar through free forging and heat treatment.
Use a forging hammer to straighten the treated raw material bar.
Produce seamless mother pipes from the round bars using hot rolling, hot extrusion, or hot piercing.
Cold draw the mother pipe to create cold-drawn seamless tubes (CDS tubes) and prepare pre-honed tubes.
The honing process, a form of grinding and a finishing method, enhances surface finish and wear resistance with high productivity and machining accuracy.
Apply NBK finish, phosphate-coating and normalizing the tubes for corrosion resistance, followed by oiling inside and outside.
Heat metals at a high temperature and allow them to cool naturally to room temperature, creating a tougher, more formable, harder, and ductile product.
Inspect the finished honed tubes according to customer requirements and standards, ensuring compliance with size, accuracy, mechanical properties, and chemical composition.
Explore honed tubes with targeted long-tail keywords, covering specifications, applications, and manufacturing for hydraulic and pneumatic systems.
Note: Honed tubes are precision-engineered for hydraulic and pneumatic systems, meeting DIN 2391, EN 10305-1, and ASTM A519 standards. Contact suppliers for detailed specifications.
The tube size e quality of steel required for the project were not standard, so it had been necessary not only to manufacture the tube on customer’s specification, starting from a specific raw material tube but also to plan a peculiar manufacturing process.

For example, also both left ends had been treated in order to let the assembly of the piece. It has to be stressed the importance of honing the left ends and the roundesses where the O-Ring is allocated since they impact dramatically on the system performance.
Honed tubes, characterized by their precisely machined inner surface, are essential components in various industrial applications where high accuracy and surface finish are crucial. They are used in hydraulic and pneumatic cylinders, offering precision and durability in construction, automotive, and industrial machinery applications.
They are a primary component in hydraulic cylinders, providing precise control and power in various applications.
Supports hydraulic systems in heavy vehicles and suspension systems.
Used in injection molding and press machines for precision operation.
Powers pneumatic cylinders in robotic and automated equipment.
Used in hydraulic systems for tractors and harvesters, providing precise control and power.
Supports hydraulic systems in marine equipment and vessels.
Why Honed Tubes? These tubes, made from high-quality seamless steel (e.g., ST52, E355), offer precision bore and corrosion resistance, ensuring reliable performance in high-pressure hydraulic and pneumatic systems.

Galvanized Hydraulic Tubes for High-Pressure Systems
Boring Tubes for Hydraulic and Pneumatic Systems


Roller-Burnished Tubes for Precision Hydraulic Cylinders
Piston Rods for Hydraulic and Pneumatic Systems

Customized Alumina Ceramic Lined Project



Wear-Resistant Hardfacing Liner Plate